Upgrading Your Monster Grinder
| By Rhonda Williams | 0 Comments
| By Rhonda Williams | 0 Comments
| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments

| By Rhonda Williams | 0 Comments
| By Rhonda Williams | 0 Comments
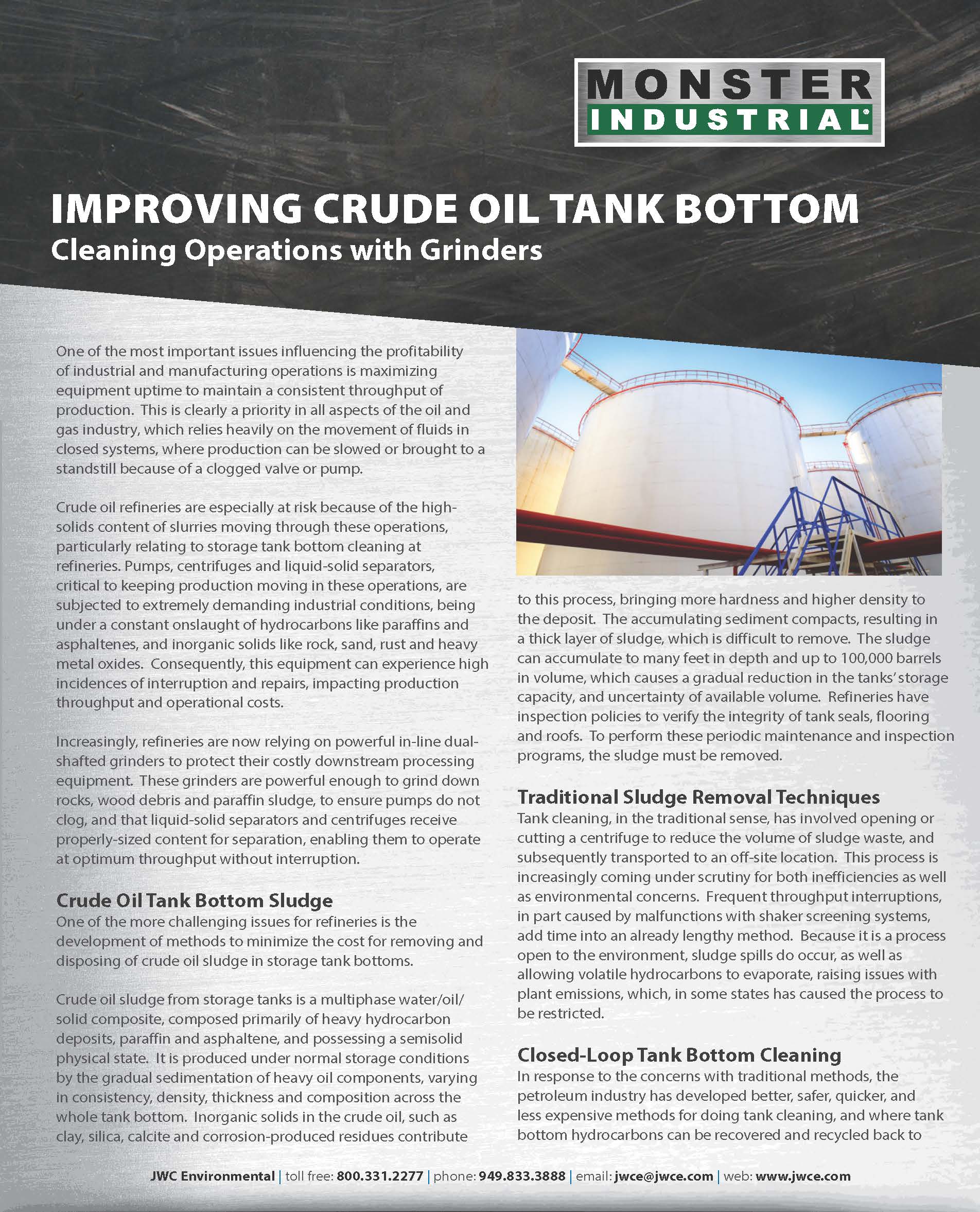
One of the most important issues influencing the profitability of industrial and manufacturing operations is maximizing equipment uptime to maintain a consistent throughput of production. This is clearly a priority in all aspects of the oil and gas industry, which relies heavily on the movement of fluids in closed systems, where production can be slowed or brought to a standstill because of a clogged valve or pump.
Crude oil refineries are especially at risk because of the high solids content of slurries moving through these operations, particularly relating to storage tank bottom cleaning at refineries. Pumps, centrifuges and liquid-solid separators, critical to keeping production moving in these operations, are subjected to extremely demanding industrial conditions, being under a constant onslaught of hydrocarbons like paraffin and asphaltenes, and inorganic solids like rock, sand, rust and heavy metal oxides. Consequently, this equipment can experience high incidences of interruption and repairs, impacting production throughput and operational costs.
Increasingly, refineries are now relying on powerful in-line dual shafted grinders to protect their costly downstream processing equipment. These grinders are powerful enough to grind down rocks, wood debris and paraffin sludge, to ensure pumps do not clog, and that liquid-solid separators and centrifuges receive properly sized content for separation, enabling them to operate at optimum throughput without interruption.
Want to learn more? Read the full story HERE!